
{kind=link}
Any suggestions before trying again after a reset? This is my first go round changing nozzle diameter. I went from a 0.4 mm nozzle to a 0.6 mm nozzle.
After the swap I checked my extrusion multiplier (no change needed) and tuned pressure advance (I had to decrease the value a bit, but it looks spot on now).
As part of the nozzle swap, I also bumped line width from 125% to 150% in Orca Slicer (should be around 0.9mm extrusion width) and increased layer height to 0.3mm. This should put me around 22 mm^3/s of material, which shouldn’t be an issue for a Rapido 2 but this is the most flow I’ve pushed through it so far. Maybe I should bump temp a touch? I’m still at my fairly-low-for-ASA 230 that I was using with my 0.4mm nozzle.
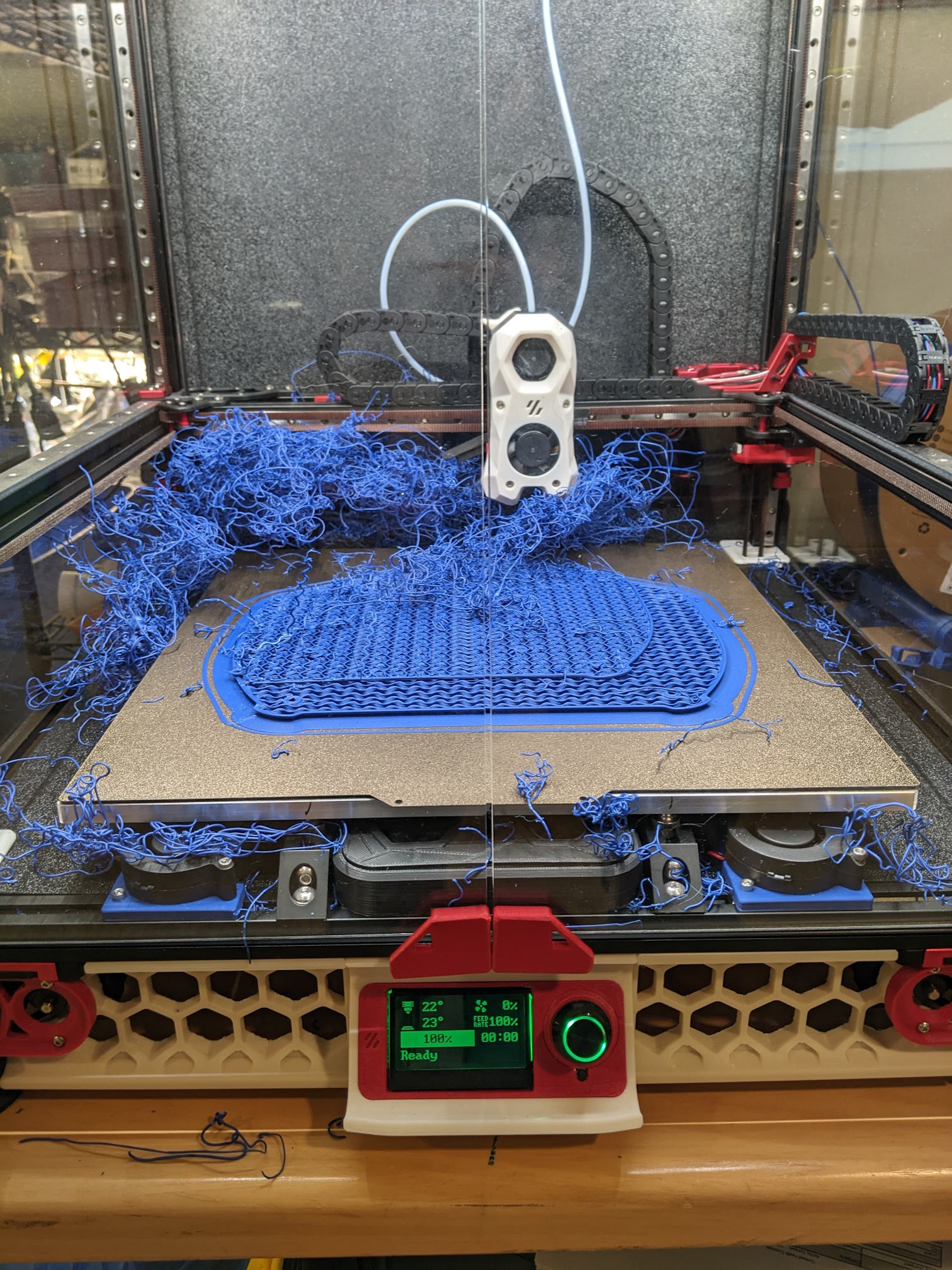
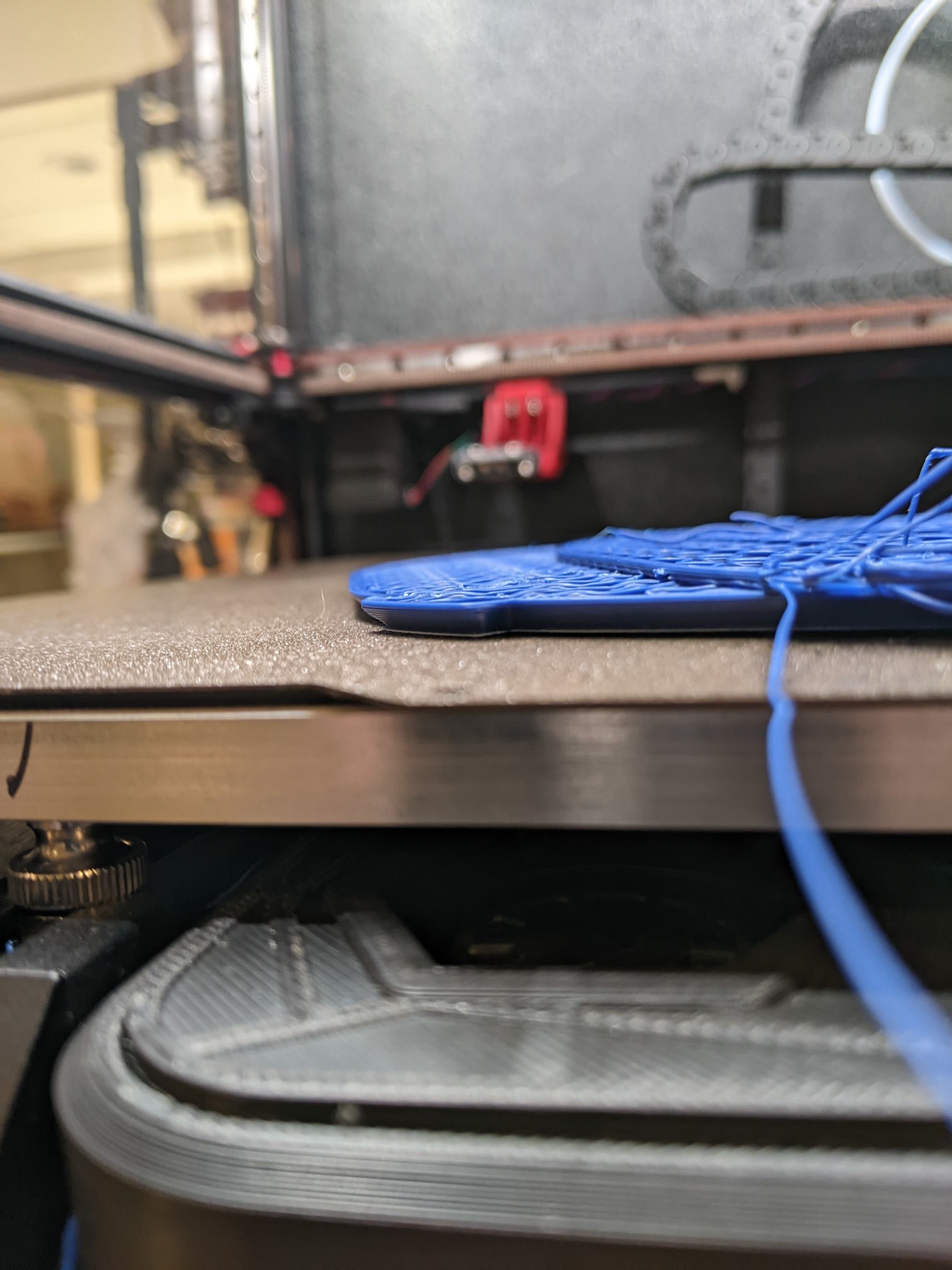
The print didn’t move on the bed and shows no signs of warpage. There also aren’t any signs of curling on the areas that the nozzle must have hit to cause the layer shift.
The only thing that seems like a miss was having z lift turned off while troubleshooting a print quality issue. I had it set to only lift above 0.25mm (not on the first layer) and only lift below z 0mm (this probably disabled z-hop). Z hop when retracting is set to 0.2mm, which is less than my 0.4mm retraction length so it seems like changing the “only lift below below z” value would re-enable z-hop.


Bah, I typoed. I’m running 250 first layer/240 following layers, which is still lower than what most usually recommend. I was running 235 pretty consistently previously. I’ll have to try printing a temp tower with the bigger nozzle. Here’s one from the 0.4mm nozzle, granted also with my prior Rapido 1 (RIP).
Below 230 or so, layer adhesion was pretty poor
Above 245 or so, I started getting a lot of very fine/wispy stringing. It basically looked like ultrafine thread and would get itself stuck in my hot end fans.
Thanks to somewhat low chamber temps (350mm^3 printer with only acrylic panels), I’ve been keeping cooling somewhat low. I recently added some more bed fans to help my bed filter out, so maybe I can try a bit more if it starts becoming an issue.
Even 250 is a bit low for that high of a volume. Are you running a brass nozzle or a hardened/stainless steel nozzle? Steel nozzles will require even more hotend temp due to their low conduction rates. Eg, with the stainless nozzles on a Bambu P1S, I have to run ASA at around 260/262 for higher print speeds.
If stringing is a problem consider increasing the speed of your filament retraction (not distance) You may also want to turn off z-hop. Sounds wild I know, but it does help- by not lifting the nozzle during a rapid move, it “wipes” the nozzle clean as it moves off the part and reduces stringing. Realistically you shouldn’t use z-hop at all unless you have a part with a very small cross section that keeps falling over when the nozzle wipes across it. Which ofc, the big print I see in the photo looks like it will have zero stability problems, lol.
@Dettweiler42@lemmy.world, replying to you as well here.
This is a hardened steel nozzle. 260 looked a little rough, but 255 looks pretty good. The temp tower got knocked off the bed at 235. It does look like I’ll need to bump cooling a touch. Currently working on a retraction tower.
I’ll have to give this a go after this retraction tower prints. On the last one I printed there was basically no difference on any of the settings once it got above 0.2mm of retraction. In my time with the rapido, any filament left in the nozzle will ooze out if its left hot but it doesn’t string that badly.
Yup, I’ve run into this realization too - that’s part of the reason why I was thinking to have z-hop on for this print
Adding two more bed fans, for a total of 4 (2 loose bed fans, 2 fans in my filter) and getting a bang on first layer (yay klipper_z_calibration) seem to have really helped with warping. I do have some ACM panels that I want to swap on to bump chamber temps up more, but I haven’t taken the time to print new magnetic inserts for them yet.
Knock on wood…
I’m definitely going to try the retraction speed (instead of distance) and no z-hop in the morning.
Still try the higher temp, but bump up your retraction to counteract that. I went with the same move for printing silk to get cleaner layers, and it’s worked out really well.