

{kind=link}
I have trouble fixing the terrible seams I’m getting. I’ve followed Elli’s print tuning guide and calibrated extruder, tuned PA (it’s now 0.035) and extrusion multiplier.
I’ve tried adjusting both retraction length and speed, but it doesn’t seem to have much impact. I’m not using “wipe on retract” or “retract on layer change”, I only retract if travel distance is longer than 3mm. Retract is 0.3mm @35mm/s.
I’ve tried reducing PA smooth time too, but this also doesn’t seem to have a noticable impact.
I’ve tried reducing seam gap from the default 10% in Orca all the way down to 0%, but the bad seams persist.
I’ve tried with “wipe on loops” both disabled and enabled with no difference.
I’ve tried with both arachne and classic wall generator, no difference.
I’ve tried different wall orders, inner/outer, inner/outer/inner and outer/inner, all with the same bad seams.
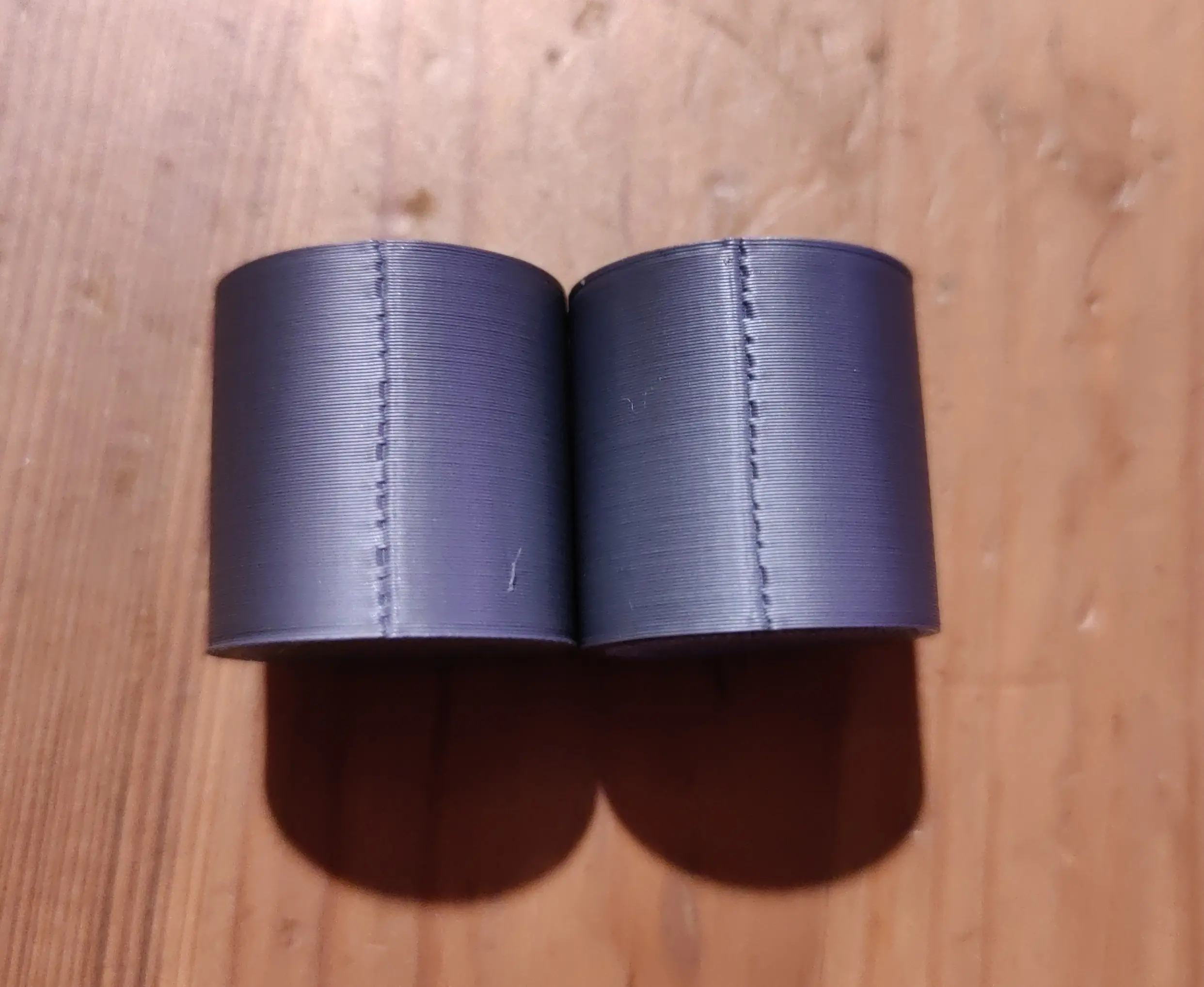
Filament in the picture is matte PLA, it is without doubt dry and generally prints well aside from the seams. It’s stored vacuum sealed with silica, and I use a filament dryer to dry if I suspect wet filament.
I’m running out of ideas for where to tweak to get a decent result.
Removed by mod
Yeah it’s just part of the injection molding process.
Actually, it’s part of the vulva closing process.
I wouldn’t know anything about that.
Have you tried being nice to the mold for a start?